Esko 識別出三大核心趨勢,將塑造(且已經開始影響)2026 年的包裝產業——無論是對品牌、再加工商,還是每天與包裝打交道的人們。
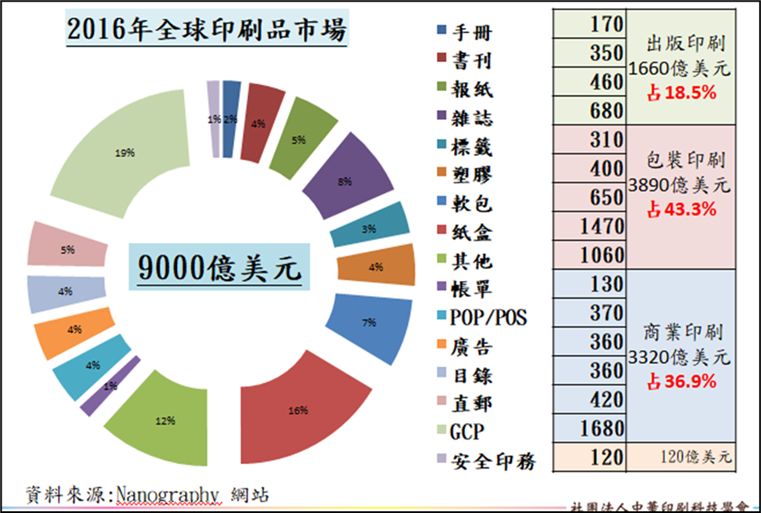
包裝產業正面臨結構性轉型。技術成熟、法規壓力,以及品牌、零售和消費者日益升高的期待,正從根本上改變流程、數據流和責任分工。Esko——一家為包裝與標籤產業提供整合硬體與軟體解決方案的製造商——最新發布的產業報告指出,2026 年將出現三個重要的包裝趨勢。
智能包裝與數位轉型
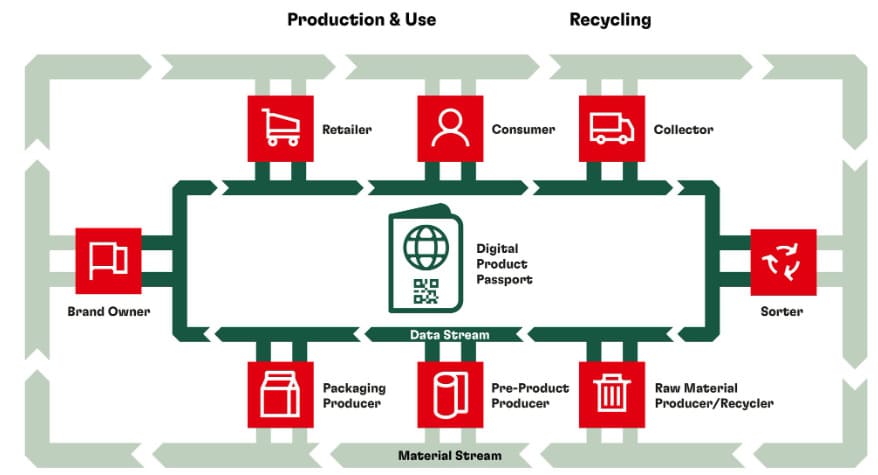
Esko 認為,包裝正日益成為數位資訊載體。透過 QR 碼、2D 碼、RFID 或 NFC 技術,每件包裝都將被賦予數位身份,提供消費者、零售端或監管機構所需的動態產品資訊。
過去,智能包裝主要是試點應用;從 2026 年起,它們將成為行業標準。促成因素包括技術成熟、行業標準建立,以及法規要求。例如數位產品護照(Digital Product Passport, DPP)要求企業提供材料、可回收性與來源的結構化數據。包裝因此成為實體產品與數位資料空間之間的接口。
同時,上游生產也在變化。互聯的設備能即時提供運行、品質與維護數據,包裝團隊將轉型為數據管理者,需要集中、維護並更新資訊。早期投資相關系統,不僅降低合規風險,也為更高效的流程與更快的上市速度打下基礎。
自我優化的包裝工作流程
包裝生產的自動化正從固定規則型操作,轉向可學習、自我優化的流程。推動力量是基於代理的人工智慧系統,它們不僅自動化單一任務,更能分析、規劃並持續改善整個流程鏈。
這些系統不再僅依賴人工指令,而是根據目標評估、識別數據異常、優先排序任務,並自主提出流程調整建議。它們解決了行業核心問題:複雜性增加,同時面臨時間與成本壓力。
...